
Principio y aplicación del equipo de tratamiento de gases residuales RTO
Hora de lanzamiento: 2025-04-03
Con el rápido desarrollo de la industrialización, muchos procesos de producción industrial emiten grandes cantidades de gases residuales nocivos, que no solo causan contaminación ambiental, sino que también representan una amenaza para la salud humana. Los compuestos orgánicos volátiles (COV), los gases tóxicos y las partículas son contaminantes comunes en los gases residuales industriales. Para abordar estos desafíos ambientales, se han desarrollado continuamente tecnologías de tratamiento de gases residuales, entre las que se incluyen... Tecnología RTO (oxidante térmico regenerativo)Debido a su eficiente capacidad de tratamiento de gases residuales y su bajo consumo de energía, se ha convertido en una tecnología de tratamiento de gases residuales ampliamente aplicada.
Este artículo explorará el principio de funcionamiento, el proceso de reacción química y las aplicaciones industriales de los equipos de tratamiento de gases residuales RTO.

Principio de funcionamiento del equipo de tratamiento de gases residuales RTO
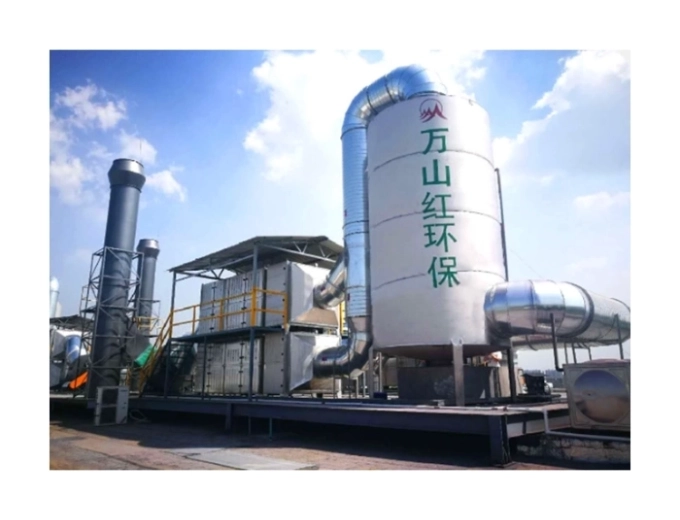
El principio fundamental de Equipos de tratamiento de gases residuales RTO Consiste en convertir los contaminantes orgánicos del gas residual en sustancias inocuas, como dióxido de carbono y agua, mediante reacciones de oxidación a alta temperatura. El proceso de trabajo de los equipos RTO se divide principalmente en los siguientes pasos:
- Pretratamiento de gases residualesEl gas residual ingresa primero al sistema RTO y se somete a un proceso de filtración y purificación mediante un equipo de pretratamiento para eliminar partículas más grandes, neblina de aceite y otras impurezas. Este proceso garantiza que el gas residual que ingresa al equipo RTO tenga los componentes y la temperatura adecuados, evitando que los contaminantes lo dañen.
- Sistema de recuperación de calorUna de las características clave de los equipos RTO es su sistema de recuperación de calor de alta eficiencia. A medida que el gas residual pasa a través de un lecho cerámico, el calor del gas residual es absorbido y almacenado por los materiales cerámicos. El lecho cerámico suele estar hecho de materiales resistentes a altas temperaturas con una gran superficie, lo que permite una eficiente absorción y almacenamiento del calor del gas residual. Durante este proceso, la temperatura del gas residual se eleva, proporcionando el calor necesario para la posterior reacción de oxidación.
- Reacción de oxidación a alta temperaturaEl gas residual calentado entra en la zona de oxidación. En esta zona, los contaminantes orgánicos presentes en el gas residual (como los COV) experimentan reacciones de oxidación con oxígeno a altas temperaturas, convirtiéndolos finalmente en dióxido de carbono y agua. Este proceso utiliza altas temperaturas y oxígeno para reaccionar con los elementos de carbono presentes en los gases nocivos, eliminándolos por completo. Mediante este método, los contaminantes presentes en el gas residual se descomponen eficazmente y se convierten en gases inocuos.
- Recuperación y reutilización de calorEl gas de escape tras la reacción suele estar a alta temperatura. El equipo RTO utiliza su sistema de recuperación de calor para almacenar este calor en el lecho cerámico. A medida que el gas residual fluye a través del lecho cerámico, el calor se recupera y se utiliza para precalentar el aire frío entrante. De esta forma, el sistema RTO puede tratar eficientemente el gas residual, minimizando el consumo de energía y logrando así un ahorro energético.
- Descarga de gas purificadoTras la oxidación a alta temperatura y la recuperación de calor, la temperatura del gas residual disminuye gradualmente. Tras el enfriamiento y la filtración, el gas residual purificado se descarga a la atmósfera. En este punto, se eliminan eficazmente los componentes nocivos del gas residual y, por lo general, cumple con los requisitos de protección ambiental.
Ventajas del equipo de tratamiento de gases residuales RTO
Máquina de tratamiento de gases residuales RTO Tiene importantes ventajas en el campo del tratamiento de gases residuales, incluyendo principalmente los siguientes aspectos:
- Alta eficiencia en la eliminación de contaminantesLos equipos RTO pueden tratar eficientemente altas concentraciones de compuestos orgánicos volátiles (COV), con tasas de eliminación que suelen superar los 991 TP3T. Son especialmente adecuados para el tratamiento de gases residuales industriales complejos.
- Ahorro significativo de energíaLos equipos RTO reducen considerablemente el consumo de energía externa gracias a su sistema de recuperación de calor. El calor del gas residual se recupera y se utiliza para precalentar el aire frío entrante, lo que reduce el consumo energético y mejora la eficiencia general del equipo.
- Amplia aplicabilidadLos equipos RTO son adecuados para el tratamiento de diversos tipos de gases residuales, incluyendo gases orgánicos, óxidos de nitrógeno y otros contaminantes. Tienen amplias aplicaciones en industrias como la química, el recubrimiento, la energía, la electrónica y el caucho.
- Alta automatización y operación sencillaLos equipos RTO cuentan con un alto nivel de automatización, lo que permite un funcionamiento continuo las 24 horas del día, los 7 días de la semana. Su operación y mantenimiento son relativamente sencillos, lo que reduce la intervención manual y los costos operativos.
Áreas de aplicación de los equipos de tratamiento de gases residuales RTO
Equipos de tratamiento de gases residuales RTO Se aplica ampliamente en diversos campos industriales, especialmente en industrias que generan grandes cantidades de gases residuales orgánicos. A continuación, se presentan algunas áreas de aplicación típicas:
- Industria químicaEl proceso de producción química suele liberar grandes cantidades de gases residuales orgánicos, como benceno, tolueno y xileno. Los equipos RTO pueden oxidar eficientemente estos gases orgánicos en gases inocuos, reduciendo así la contaminación.
- Industria del recubrimientoLos gases residuales generados durante los procesos de recubrimiento de automóviles, muebles y otras superficies suelen contener grandes cantidades de disolventes orgánicos. Los equipos RTO pueden eliminar eficazmente estos compuestos orgánicos volátiles, garantizando que las emisiones cumplan con las normas de protección ambiental.
- Industria electrónicaEn la fabricación de productos electrónicos, especialmente en la producción de semiconductores y paneles de visualización, se generan numerosos gases químicos orgánicos. Los equipos RTO pueden tratar eficientemente estos gases residuales, previniendo la contaminación ambiental.
- Industria del caucho y del plásticoDurante la producción de caucho y plásticos, se libera una gran cantidad de gases nocivos y vapores de disolventes. Los equipos RTO pueden purificar eficientemente estos gases residuales, protegiendo así el medio ambiente y la salud de los trabajadores.
- Industria farmacéuticaLa industria farmacéutica es otro sector con importantes emisiones de COV. Los equipos RTO pueden eliminar eficazmente los gases residuales orgánicos producidos durante la fabricación farmacéutica, reduciendo así el impacto ambiental.
Conclusión
Los equipos de tratamiento de gases residuales RTO reducen eficazmente los componentes nocivos de los gases residuales industriales mediante sus eficientes mecanismos de recuperación de calor y reacción de oxidación, garantizando un ambiente limpio y la calidad del aire. No solo ofrecen una alta eficiencia en la eliminación de contaminantes, sino que también reducen significativamente el consumo de energía, lo que los convierte en una tecnología de tratamiento de gases residuales altamente eficiente y respetuosa con el medio ambiente. A medida que la industrialización avanza, los equipos RTO seguirán desempeñando un papel importante en diversas industrias, contribuyendo positivamente a la protección del medio ambiente.